

聯系我們
聯系電話:4008-168-880
深圳總部銷售客服:13714053430
深圳總部傳真:0755-89501950
深圳總部售后:13714053430
在線QQ:4008168880
skype:tflaser1
激光焊接機夾具設計要注意這幾點
信息來源:本站 日期:2019-12-10
光纖激光器焊接機配置激光焊接機夾具實現小五金產品或配件自動化生產是一種趨勢,既省人工,又能大大提升產能。但這些自動化夾具在設計時要注意以下幾點,才能真正做到好用,實用。

TFL-1000F光纖激光器焊接機
一、夾具本身應結構簡單、輕便,但要具有足夠的強度和剛度,作為剛性固定法工藝中采用的夾具,更應保證夾具的相對剛性應大于被控制工件的剮性。
二、正確選擇夾緊力的作用方向和位置,這主要是強調夾緊效果。即不應因夾緊操作而破壞工件預定的形狀或位置,甚至造成被定位工件小應有的移動或轉動。
三、夾具不應妨礙工件的裝卸,裝焊工件的吊入和取出有時與夾緊操作存在矛盾。解決這類矛盾的有效方式往往是通過改變夾緊器或夾緊機構的構造來得以協調。必要時,府將夾緊器做成可拆裝或可回轉式的,以讓開工件的吊裝空間。
四、激光焊接機夾具結構設計要合理,不僅有利于定位器、夾緊器的安裝,還應方便它們位置的調整,以便適應不同產品的夾緊要求,即體現出一定的“柔性”。
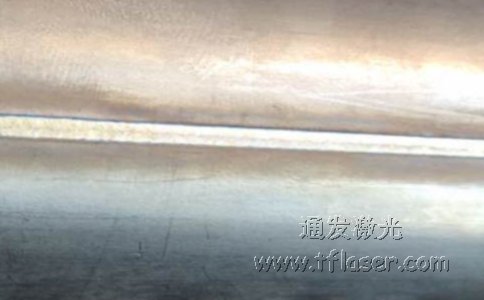
激光器焊接機焊接效果
五、恰當選擇夾具的類型。夾具類型的選擇,主要依據被裝焊工件的結構特點、被夾緊位置的確定性、生產率及特定的裝焊工藝要求等因素綜合考慮后決定。對于產量較大、定位點較多且夾緊力不大的制品,多采用氣動夾具;對于產量不大,但長期穩定的產品且夾緊力較大的情況,宜采用液壓夾具;對于產量中等以下的中、厚板鋼制品,操作空間較寬敞時,多采用較簡單的手動螺旋夾緊器;對于產量不大、夾緊位置隨機性較大的剮性適中的金屬制品(如在壓力容器簡體組對、起重機主梁腹板的組對時),多采用楔形鐵或撬棍等靈活處理工件局部定位的夾緊需求。
六、夾緊力的大小應適度,夾緊力不足時,被夾持的工件會產生滑動;而夾緊力過大,又會損傷零部件局部的表面質量,甚至產生壓痕或劃傷,尤其是鋁制品的生產中更要注意。在較難控制夾緊力的工藝反變形操作時,應配有相應的限位擋塊,以防止夾緊狀態失控而達不到預定的效果。
最后,激光焊接機夾具如果用于分段裝焊的,會更經濟實用。在生產大型構件時(如客車鋼結構中的頂棚、側墻裝焊),操作上往往是順序裝焊或分段裝焊。這時,可考慮將具有同樣功能夾緊需求的部分夾具,做成整個可移動的隨動組合體(懸架式或門架式).依次完成相同工藝內容或類似的工藝操作。這樣,既節省工裝的成本,又能方便地讓開大型工件裝焊后的取出吊運操作空間,經濟實用。


