
聯(lián)系電話:4008-168-880
深圳總部銷售客服:13714053430
深圳總部傳真:0755-89501950
深圳總部售后:13714053430
在線QQ:4008168880
skype:tflaser1
影響材料與激光相互作用的主要參數(shù)
信息來源:本站 日期:2019-01-22
材料與激光相互作用是決定全自動激光焊接機焊接效果的直接原因,而激光焊機的一些參數(shù)會影響材料與激光的相互作用。這些主要參數(shù)有以下幾個方面。

全自動激光焊接機TFL-400V-3D
脈沖能量:考慮激光參數(shù)時大多從單個脈沖的能量開始。采用最新一代的電源時,可以按照預(yù)期的傳送曲線設(shè)定每次脈沖的能量,可以使脈沖開始時能量逐漸升高,結(jié)束時逐漸降低。調(diào)節(jié)脈沖形狀有助于改善加工控制效果。
功率密度:功率密度實際度量的是到達材料上的激光光子數(shù)。功率密度單位為瓦特/平方厘米,由脈沖能量除以光斑面積計算而得。即使在單個光斑內(nèi),由于激光束質(zhì)量不同,功率密度也有很大差異。
脈沖寬度和重復(fù)頻率:
脈沖寬度定義為激光能量脈沖持續(xù)的時間。大多數(shù)激光加工都是以脈沖模式進行的。在脈沖模式下,激光器按照設(shè)定的重復(fù)頻率和持續(xù)時間以脈沖的形式發(fā)射能量。激光器持續(xù)開啟(稱為連續(xù)波或CW模式)的加工操作包括:焊接、軟焊和熱處理。
峰值功率:盡管激光器的平均額定功率可能很小,但每次脈沖的峰值功率可能非常大。例如,一般10W的激光器峰值功率可達5kW。這可能是由于激光能量在極短的脈沖時間內(nèi)釋放的原因。峰值功率可由脈沖能量除以脈沖寬度計算而得。如果一個脈沖在1毫秒內(nèi)釋放了1焦耳的能量,那么峰值功率就是1kW。但是,由于計算得到的是整個脈沖寬度內(nèi)的平均值,實際的峰值功率可能更大,因為,能量在整個脈沖持續(xù)時間內(nèi)并不是均勻釋放的。
光斑直徑:光斑直徑大小取決于焦距、波長、M2和光束直徑,其關(guān)系如下:光斑直徑?=?2fλ?M2?/D,? 其中?f?為聚焦透鏡的焦距,λ為波長,M2 ?為光束質(zhì)量指標,D為光束直徑。注意,準分子激光光束質(zhì)量較差,無法聚焦。因此,這種激光要通過掩模,以便形成所需的樣式,常用于硅芯片的蝕刻。
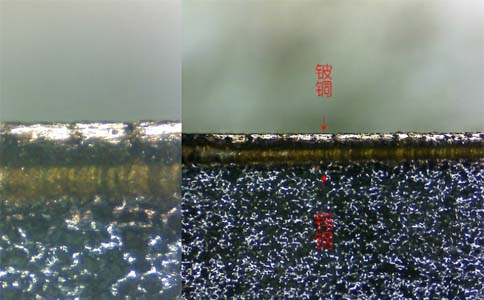
不同材料間的激光焊接
當然,除波長在選擇激光類型后即確定外,其他所有參數(shù)間幾乎都有相互依存關(guān)系,因此必須謹慎設(shè)置。例如,使用焦距較短的透鏡改變光斑大小時,會增大功率密度,除非同時按比例減小總體功率。所以了解各種激光參數(shù)以及激光與材料間的相互作用,對全自動激光焊接機焊接工藝提升有很大幫助。
地址:深圳市龍崗區(qū)吉華街道水徑社區(qū)布龍路208號上水國際文化創(chuàng)意園D棟510
深圳總部地址:深圳市龍崗區(qū)吉華街道水徑社區(qū)布龍路208號上水國際文化創(chuàng)意園D棟510



