

聯系我們
聯系電話:4008-168-880
深圳總部銷售客服:13714053430
深圳總部傳真:0755-89501950
深圳總部售后:13714053430
在線QQ:4008168880
skype:tflaser1
激光焊接機加工時會產生氣孔,怎么辦?
信息來源:本站 日期:2017-02-22
氣孔是我們激光焊接加工中不愿碰到的問題,但又不得不面對。激光焊接機雖然是焊接神器,但如果操作不當或工藝應用不對,出現氣孔問題也在所難免。
氣孔對激光焊接機來說是一個“疥疾”,它嚴重影響激光焊接的強度,也有損焊接美觀,但并非無藥可救。要解決這一難題,首先我們必須研究透氣孔產生的原因,再對不同原因探索不同解決方案。
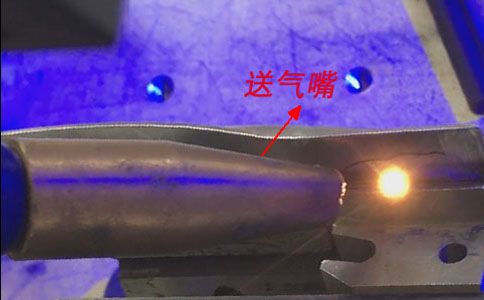
在大多數激光焊接加工時,激光焊接機的送氣嘴(下圖所示)需同時送出保護氣體以防止焊縫氧化和避免金屬氣體污染焦透鏡。而氣孔產生的原因大多就是激光焊接加工時保護氣體使用不當造成的,但不同的保護氣體原因略有不同。我們先來看看常用的保護氣體氮氣產生原因:在激光焊接過程中,氮從外部侵入熔池,氮在液態鐵中的溶解度與氮在固態鐵的溶解度有很大的差異,因而在金屬的冷卻凝固過程中,由于氮的溶解度隨溫度的下降而降低,當熔池金屬冷卻到開始結晶時,溶解度將發生大幅度的突然下降,此時氣體大量析出形成氣泡,如果氣泡的上浮速度小于金屬結晶速度,則生成氣孔。另一種常用氣體氬氣產生氣孔原因是:激光焊接時,小孔內部的金屬蒸汽向外噴發引起小孔開口處的蒸汽渦流,將氬氣卷入小孔底部,隨著小孔向前移動,這些氬氣將以氣泡形式進入熔池。因氬氣溶解度極低,再加上激光焊接的冷卻速度很快,氣泡來不及逸出而被殘留在焊縫,形成氣孔。
知道了原因,我們就能根本原因給出解決方法了,通發激光認為目前常用的降低氣孔產生的方法主要有以下三個。
1、利用冶金原理,采用活性氣體,使得氣體能夠溶解于焊縫或與熔池金屬發生反應生成化合物。
2、采用脈沖激光焊接,改變了小孔的行為,減少保護氣體被卷入小孔。這種方法目前還不能完全消除氣孔。
3、利用光束擺動的方法來減小或消除激光深熔焊中的氣孔。由于焊接中加入擺動,束流對焊縫的往復擺動一方面使部分焊縫發生反復重熔,延長了焊接熔池液態金屬停留的時間,同時,束流的偏轉也增加了單位面積輸入熱,減小了焊縫的深寬比,有利于氣泡的浮出,從而起到消除氣孔的作用。另一方面束流的擺動導致小孔隨之擺動,又可以起到對焊接熔池提供一個攪拌力的作用,加大了焊接熔池的對流與攪拌,對消除氣孔起有利作用。
當然,以上三種方法雖然已大大降低了激光焊接機加工過程中的氣孔產生率,但還沒能完全根治這一“頑疾”,未來我們仍需努力,探索更好的解決方案。


